
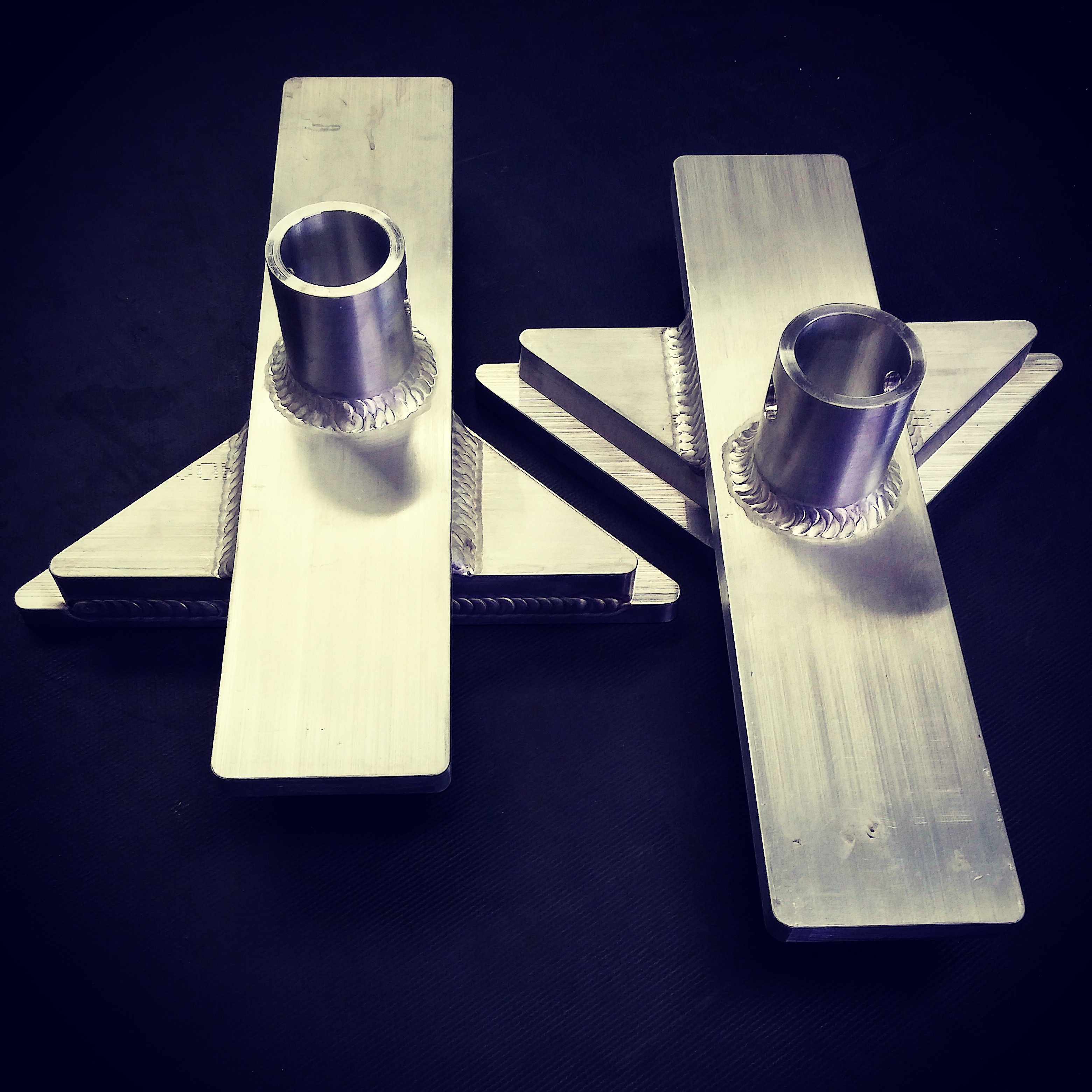
 Here you see a couple of aluminum weldments for one of our entertainment customers. The base metal is 6061-T6. The pieces, after machining, are beveled where required, washed, tacked together, then preheated to 200*F. Preheating not only makes welding easier with less chance of cracking, but it also improves the penetration and dries the water moisture from the porous surface of the aluminum.
Here you see a couple of aluminum weldments for one of our entertainment customers. The base metal is 6061-T6. The pieces, after machining, are beveled where required, washed, tacked together, then preheated to 200*F. Preheating not only makes welding easier with less chance of cracking, but it also improves the penetration and dries the water moisture from the porous surface of the aluminum.
The welds were done with AC tig, at approximately 200-300 amps, 80% balance DCEN using Argon/Helium inert cover gas mix with high strength 5356 aluminum alloy weld filler.
